 ɨһɨ���ֻ����
ɨһɨ���ֻ����-
��ϸ��Ϣ
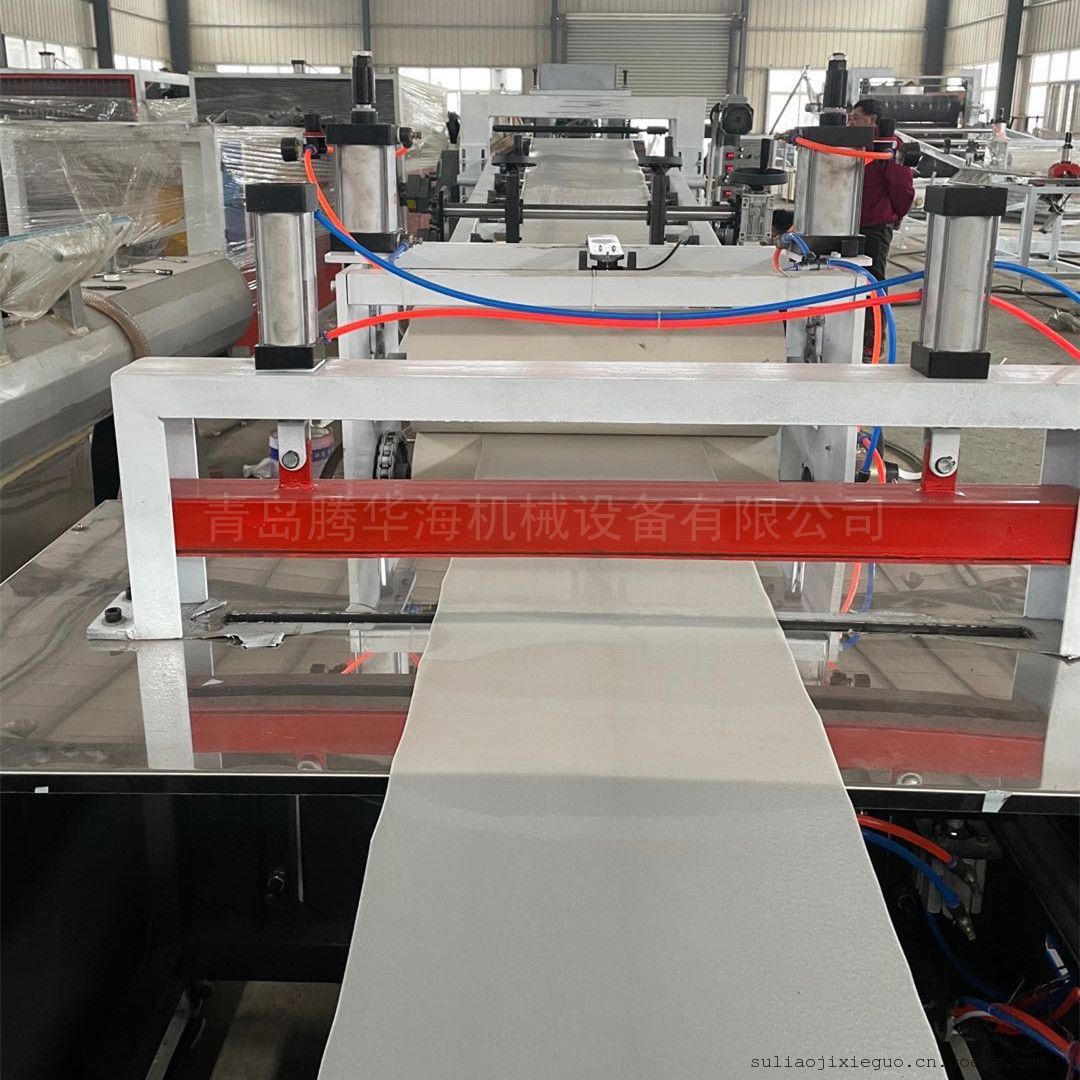
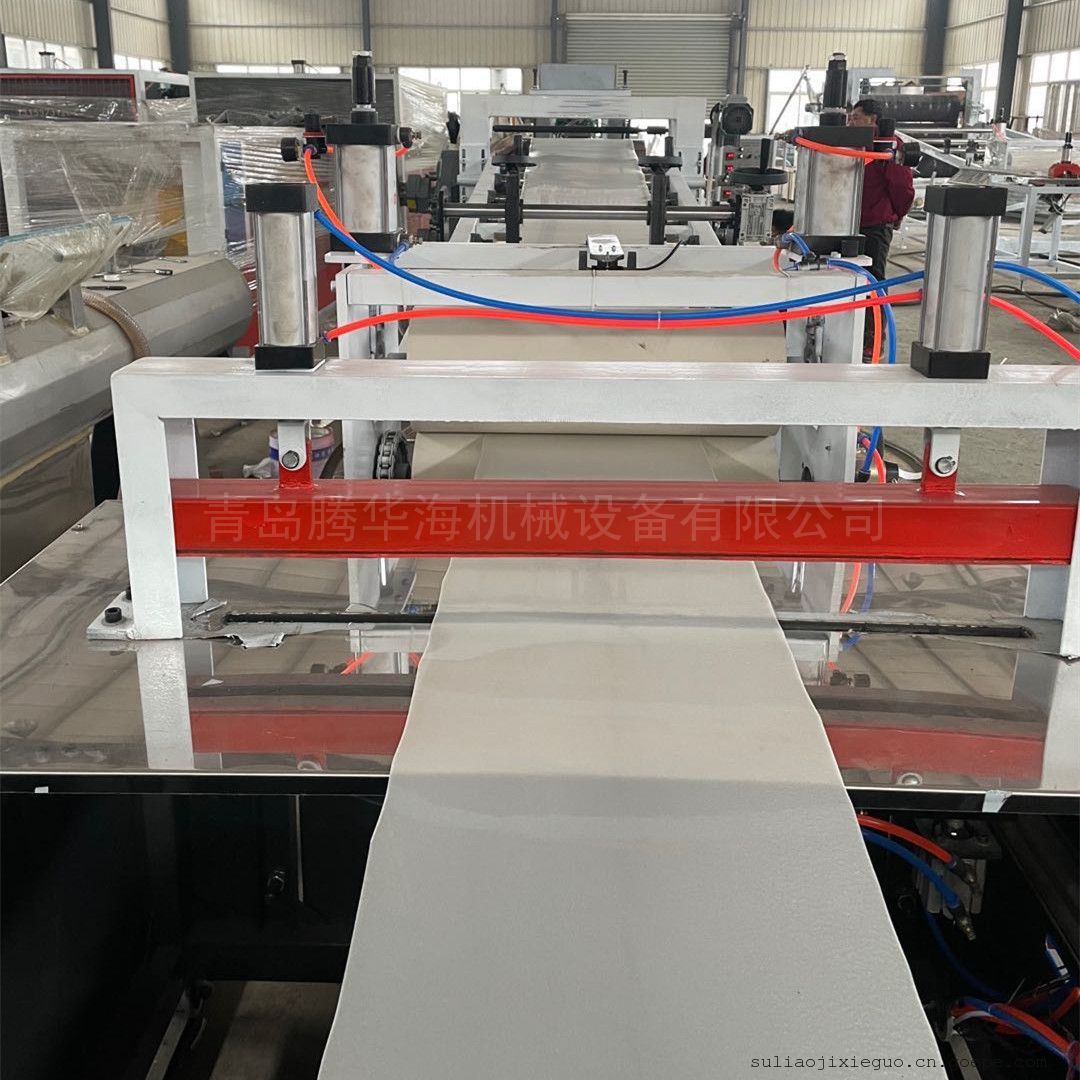
�ൺ�ڻ�����е�豸������PE���ϰ���豸���ò�ͬ���ݸ���Ƽ���е���ã������������������ܽ�Ƭ�ġ����磺PP��PE��PS��PC��PET��EVA��PMMA�ȣ���PE���ϰ���豸������Ƭ�Ŀ���2500mm,���Ϊ0.40mm-30mm.�������ݸ˵�������ƣ���ȷ�Ŀ���ϵͳ��ȷ�����ϵ��ܻ����ü��߲����ȶ�Ѻ����
PE���ϰ���豸��ϸ���ܣ�
��1����������
���ϰ壨Ƭ���ĵļ����������Ƚ����ϰ��䷽����������Ͼ��Ⱥ����ڼ������м����ܻ�������������ͨ�������ƽ��ͷ�������Ͱ�����������������ѹ�����������ѹ����������ѹ�⣬�پ���ȴ����װ�õ���ȴ���ͣ�ǣ��װ�õ�ǣ������װ�ø��ݲ�Ʒ�趨�ļ������Ƚ����и���ȡ������˰壨Ƭ���ĵļ������͵��豸��Ҫ�����ϼ��������װ�á�����������ͷ��ģ������ѹ�������ȴ����װ�á�ǣ��װ�á��и���ȡ��װ�õȡ�
��2���壨Ƭ���ļ�������ѡ��
�����������͵�ѡ�� �壨Ƭ���������У���������ѡ�ò�����Ӱ�쵽��Ʒ�IJ��������������һ���Ӱ�쵽����ԭ��Ʒ�֡���Ʒ�Ĺ��ߴ��С�ȡ����ڼ����壨Ƭ���ĵļ�������������ͨ���ݸ˻�˫�ݸ˼���������ͨ���ݸ˼�������Ҫ����HDPE��LDPE��PP��PVC���ϵ����������ϰ壨Ƭ���ĵij��ͣ�������ʽ���ݸ˼�������Ҫ����PS��PMMA��PC�����ϰ壨Ƭ���ĵij��͡����õ��ݸ˼�����ʱ��һ���ݸ˵�ֱ����65��200mm֮�䣬�ݸ˳����ȴ���20���ݸ�ͷ��Ӧ���ù�������
PVC���ϵ�ֱ�Ӽ������ͣ�һ��ɲ���ƽ����������˫�ݸ˻���˫�ݸ˼����������������õĻ���ܻ����ܡ���˫�ݸ˼����������ϼӹ�����������������ͬ�����������Ӧ�ϴ�Ļ�ͷѹ������ƽ��˫�ݸ˼���������Ӧ��С�Ļ�ͷѹ����
������������ѡ�� �����壨Ƭ�����ü������Ĺ���Сһ��Ӧ���ݼ����壨Ƭ���Ŀ��ȴ�С��ѡ��ͨ����Ŀ���Խ����Ҫ�����Ĺ��Խ�������Ӱ�켷����Ч�ʵķ��ӡ���6-1Ϊ�ݸ�ֱ���Ĵ�С�뼷�������壨Ƭ���Ŀ��ȷ�Χ��ѡ��ƽ��˫�ݸ˼�����ʱ��Ӧ�������ϰ壨Ƭ���Ľ���ijߴ��С��ȷ�������������ɼ�������ѡ��˫�ݸ˼������Ĺ��һ���ݸ�ֱ��Ϊ80��140mm��������С��21����˫�ݸ˼������ݸ�С��ֱ��Ϊ35~80mm��
��6-1 �ݸ�ֱ���Ĵ�С�뼷�������壨Ƭ���Ŀ��ȷ�Χ
�ݸ�ֱ����mm ��Ŀ��ȣ�mm
65 400~800
90 700~1200
120 1000~1400
150 1200~2500- PE���ϰ���豸��ͷ��Ҫ�Dz��ñ�ƽ��ͷ����ƽ��ͷ���������ṹ��Ϊ֧��ʽ���¼�ʽ�������ݸ�ʽ�Ͷ�㹲�����ϻ�ͷ�ȶ������͡�
- ����ѹ����Ĺ��ܣ�����ѹ���ͨ������ֱ��Ϊ200��800mm��������Ͳ��ɵġ�ͨ������ѹ������м��Ͳ�������ǹ̶��ģ��������������߿��������ƶ����Ե�����϶�������������пյģ����Ҷ����м��ף���ͨ���������ͻ�ˮ�����¿ء��ڼ�����Ĺ����У�����ѹ�������Ҫ�����ǽ��ӱ�ƽ��ͷ�������İ�������������ȴ����������ѹ�⣬ͬʱ��������һ����ǣ�����ã�������ĸ��㣬ʹ��ĵ�ƽֱ������ѹ����е�һ����ڶ���һ�����ʩ��ѹ�����Ѱ���ѹ�������ȣ�ʹ���Ⱦ��ȣ�����ƽ�����ڶ����������ѹ������߰�ı���Ĺ��ȣ�����ʹ�����ȴ���ͣ���������ѹ�����ȴ���ã���Ͳ�ı������Ƹ���ĥ�⣬��Ͳ�ı���ֲڶ�Ra≤0.2μmm���ڼ��������У�����ѹ������ͷ�ľ���Ӧ�����ܿ�����һ��Ϊ5��10cm��ѹ�����Բ���ٶ�һ��Ӧ�нϴ�ĵ��ڷ�Χ���ٱȶ���1��20���ң�Բ���ٶ�Ϊ2��8m��s������ѹ�����Ͳ��ͬ������ʽ���ص�������ԣ�����ѹ�����Ͳ��������Ҫ��ֱ��ʽ����бʽ������ʽ��
- �������ǣ��װ�õĽṹ���һ����һ�������ֹ�����������ĴӶ��ֹ���ɣ����������ɻ�����ѹ�����Ѱ��ѹ���ڸֹ��ϣ�ǣ��������С������ֹ��ɵ��ͨ������ֱ�Ӵ�������ͼ6-5��ʾ���ڼ�����Ĺ����У�ͨ��������ѹ�����ȴ���ͺ�İ�ļ�����ǣ��װ�ã����ɽ�����ȵ�ǣ�����и�װ�ã���ֹ������ѹ����й�����ϣ�ͬʱ���ɽ����ѹƽ�����ǣ���ٶȵĵ���һ��ǣ��װ����ǣ�������ٶ��������ڣ�����Ӧ��ͬ�����ٶȵ�ǣ�죬������ǣ����֮��ļ�϶Ҳ�ܵ��ڣ������ò�ͬ��ȵİ���������ڵ���������϶ʱ��һ��Ҫ��������������ļ�϶����һ�£�������������ʱ������ѹ������������“��ƫ”������ʱ��ĵ�ǣ���ٶ�Ӧ������ѹ����ٶ��Դ�5����10�������Ա��ְ�ľ���һ����������ʹ�����ȴ�����в����ڲ�������������ȱ�ݣ����ٶ�Ҳ���ܹ��죬�����ʹ��IJ����ϴ����Ӧ����Ӱ���ĵĶ��μӹ���
- PE���ϰ���豸���иʽĿǰ�Ǿ��кͼ������ַ�ʽ��Բ�̾��и�װ���ڽ��о���ʱ�����Ƭһ���������ת��Ľ�����������һ�����Ƭ���ذ�ĵĺ�������ͽ���ͬʱ�������������ذ��ǣ���ٶȷ���������ȫͬ��ǰ�ƣ�����ʱ�����ϴ��Ҿ�м����жϴ���ë�ߣ������Ķ����Ƚ�С���ṹ��Ϊ��һ�㼷������Ӳ�ʰ��ʱ������Բ�̾�Ƭ�����и������Ҫ���������壨Ƭ���ļ��У�һ���ڼ����Ͻ��У��в��ٶȿ죬Ч�ʸߣ��������ͷ�м�����������ã��������豸�Ӵ�����ء�


-
�ൺ�ڻ�����е�豸����˾
���ϼӹ�ר���豸��ģ�ߡ�������������졢���ۡ����ϰ塢���Ϲܡ������Ͳġ������ӹ������ۣ���Ӫ����ҵ�Բ�Ʒ�������Ľ���ҵ��ͱ���ҵ����Ļ�е�豸
�ڻ�����е�豸PE���ϰ���豸
ҳ��۸�����ο�����������ϵ���������� �۸� - �R1 ��
��23550.00
- ��Ʒ�ͺţ�SJ90
- Ʒ �ƣ��ڻ�����е�豸
- �� �� �أ�ɽ���ൺ
- �������ڣ�2024-04-08
ѡ�� 1������ ��23550.00 ������ -+�ϼƣ�1���ܼۣ�23550.00Ԫ�ൺ�ڻ�����е�豸����˾ ��ַ�� ɽ���ൺ��������������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�