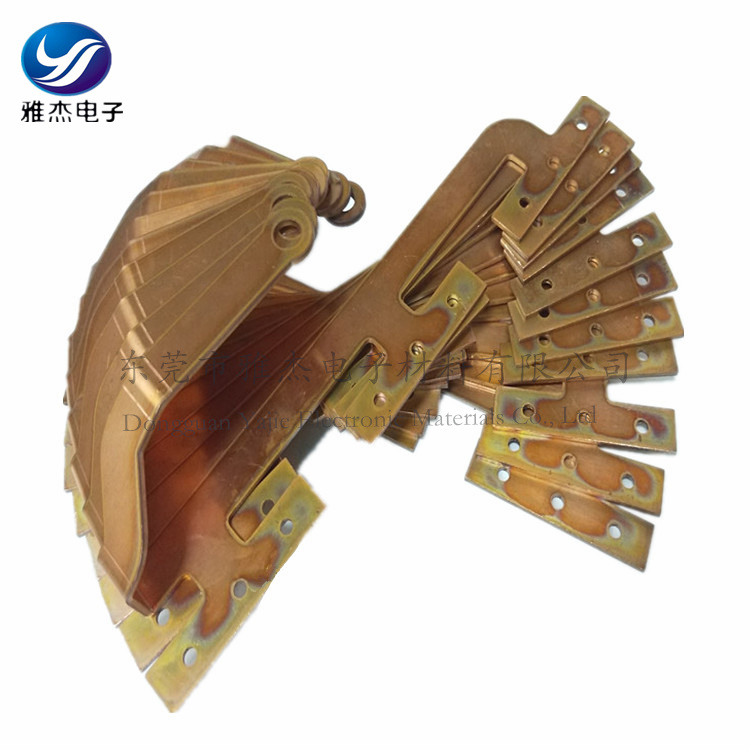
�Ž�T2������ͭ�ţ�����������TMY
��ϸ��Ϣ
| | Ʒ�����Ž� | | �ͺ���TMY | | �ӹ��������� | |
| | ������T2����ͭ | | ��;�����磬�ӵ� | | | |
��ͭ�ŵ���Ҫ�����ǣ�
��1�������õĵ����ԣ��ڸ�������н�������;ͭ�����������������ߣ���������С��
��2���������ĵ����ԣ����ⷽ������ڰ���������ͽ�
��3���ڴ�������ˮ����ˮ�������õ���ʴ�ԣ�����ͭ�Ƶ�ˮ�ܺ������ܾ��ò���
��4�����Ըߣ��ܺܺõس��ܸ����䡢��ѹ���ӹ��� ����Ҫȱ����ǿ�Ⱥ�Ӳ�Ƚϵͣ����������ṹ��������ڹ�ҵ����Ҫ��;�����������ҵ�ϵĵ��ߺ͵���������Լ��������Ƹ��ֺϽ�
��ͭ�ĺ��ӷ����У��������ֹ�̼�������ֹ��绡�����ֹ�벻����ȷ��������ͽṹҲ�ɲ����Զ�����
1����ͭ��������������ͭ*���õ��ǶԽӽ�ͷ����ӽ�ͷ�Ͷ��ֽ�ͷ�����ٲ��á������ɲ������ֺ�˿��һ���Ǻ�������Ԫ�صĺ�˿����˿201��202����һ����һ�����ͭ˿��ĸ�ĵ���������������301�����ۼ���������ͭʱӦ���������档
2����ͭ���ֹ��绡�������ֹ��绡��ʱ������ͭ����ͭ107����оΪ��ͭ��T2��T3������ǰӦ�������Ӵ���Ե��������ȴ���4����ʱ����ǰ����Ԥ�ȣ�Ԥ���¶�һ����400~500�����ҡ���ͭ107�������ӣ���ԴӦ����ֱ�����ӡ�����ʱӦ���ö̻�����������������ڶ���������������ֱ���˶������Ը��ƺ���ij��Ρ�������Ӧ�������˺����������ٶ�Ӧ������Щ����㺸ʱ�����볹�������������������Ӧ��ͨ�����õij������У��Է�ֹͭ�ж�������Ӧ��ƽͷ���û����죬����Ӧ�����ƺ���������
2����ͭ���ֹ��绡�������ֹ��绡��ʱ������ͭ����ͭ107����оΪ��ͭ��T2��T3������ǰӦ�������Ӵ���Ե��������ȴ���4����ʱ����ǰ����Ԥ�ȣ�Ԥ���¶�һ����400~500�����ҡ���ͭ107�������ӣ���ԴӦ����ֱ�����ӡ�����ʱӦ���ö̻�����������������ڶ���������������ֱ���˶������Ը��ƺ���ij��Ρ�������Ӧ�������˺����������ٶ�Ӧ������Щ����㺸ʱ�����볹�������������������Ӧ��ͨ�����õij������У��Է�ֹͭ�ж�������Ӧ��ƽͷ���û����죬����Ӧ�����ƺ���������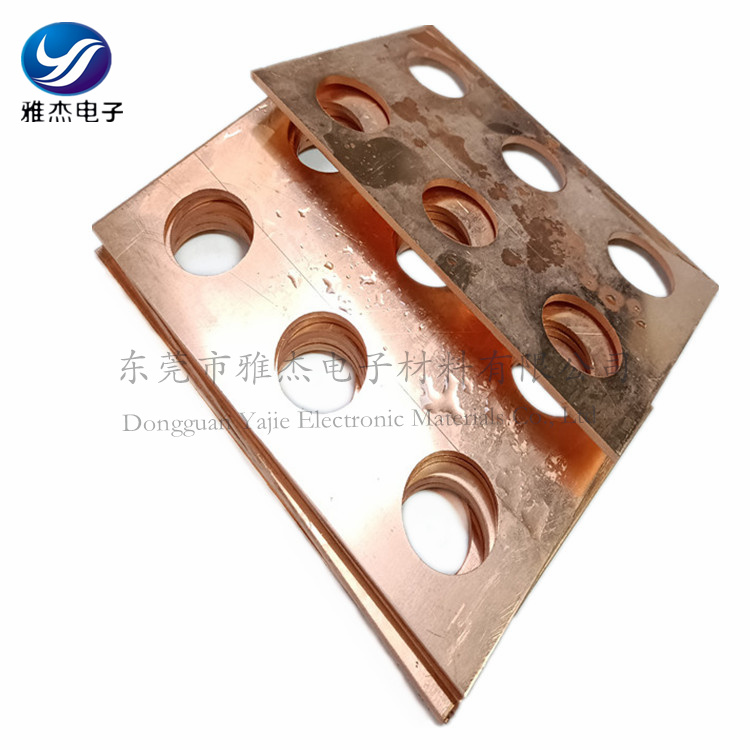
3����ͭ���ֹ�벻���������ͭ�ֹ�벻���ʱ�����õĺ�˿��˿201(������ͭ��˿)��˿202��Ҳ������ͭ˿����T2����ǰӦ�Թ������ӱ�Ե�ͺ�˿���������Ĥ���͵����ﶼ���������ɾ�������������ס�������ȱ�ݡ������ķ����л�е�������ͻ�ѧ���������Խӽ�ͷ���С��3����ʱ�������¿ڣ����Ϊ3��10����ʱ����V���¿ڣ��¿ڽǶ�Ϊ60~70?��������10����ʱ����X���¿ڣ��¿ڽǶ�Ϊ60~70?��Ϊ����δ����һ�㲻���۱ߡ����ݰ����¿ڳߴ磬�Խӽ�ͷ��װ���϶��0.5��1.5����Χ��ѡȡ��
3����ͭ���ֹ�벻���������ͭ�ֹ�벻���ʱ�����õĺ�˿��˿201(������ͭ��˿)��˿202��Ҳ������ͭ˿����T2����ǰӦ�Թ������ӱ�Ե�ͺ�˿���������Ĥ���͵����ﶼ���������ɾ�������������ס�������ȱ�ݡ������ķ����л�е�������ͻ�ѧ���������Խӽ�ͷ���С��3����ʱ�������¿ڣ����Ϊ3��10����ʱ����V���¿ڣ��¿ڽǶ�Ϊ60~70?��������10����ʱ����X���¿ڣ��¿ڽǶ�Ϊ60~70?��Ϊ����δ����һ�㲻���۱ߡ����ݰ����¿ڳߴ磬�Խӽ�ͷ��װ���϶��0.5��1.5����Χ��ѡȡ��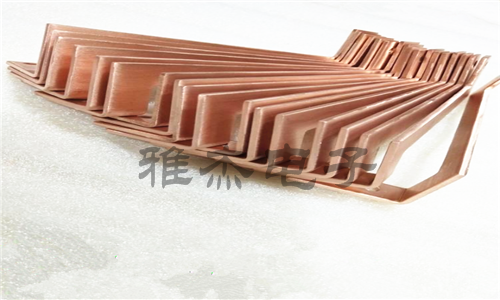
��ͭ�ֹ�벻�����ͨ���Dz���ֱ�����ӣ����ټ��Ӹ�����Ϊ���������ף���֤��������ɿ����ۺϺͺ���������ߺ����ٶȣ������������������Ԥ�Ⱥ������� ��С��3����ʱ��Ԥ���¶�Ϊ150~300����������3����ʱ��Ԥ���¶�Ϊ350~500����Ԥ���¶Ȳ��˹��ߣ�����ʹ���ӽ�ͷ�Ļ�е���ܽ��͡�
������ͭ��̼������̼����ʹ�õĵ缫��̼���缫��ʯī�缫����̼ͭ�������õĺ�˿������ʱһ����Ҳ����ĸ�ļ���������������ͭ�����ۼ���������301�ȡ�
 ɨһɨ���ֻ����
ɨһɨ���ֻ����