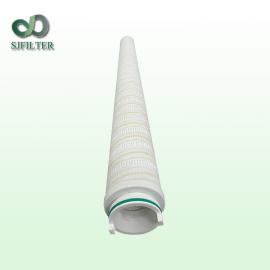
| | ����������� | | Ʒ����ɭ����� | | ��о��ʽ���۵���о | |
| | ��;���������� | | ���÷�Χ��ˮ���� | | ���ö�����ú̿ | |
| | ��������Ч | | �����20 | | �����¶���30 �� | |
| | ����*��ѹ����20 Mpa | | ���˾�����40 | | �����ھ���60 mm | |
| | �������ͼ� | | ԭˮѹ����206 kg/cm2 | | ���������305 | |
| | �ͺ�����о���� | | | | | |
��о���ң�
��о��Ϊ�����豸���еĺ���Ԫ��������������Ҫ�����ã���о�ĺû�ֱ�Ӿ����������豸��������ϵͳ��������ת״����ɭ�������Ϊһ�Ҿ���ʮ���������ӹ������ǰ������ҵ������������о�����ͣ�������������ˮ�����ȷ���Ĺ��˲�Ʒ���н��������к���ҵ����Ϊ���У��Թ���֮����ԴΪ���������ڴ���һ�����й��ʻ�ˮ�Ĺ��������ӹ����أ���Ʒ��������ʻ����룬�����˲�Ϊ�������¹�������ʱ�ȹ��ҽ��ڣ������Ʒ����ԭװ��Ʒ��������
ɭ�������Ϊ��о���Ҳ��ֲ�Ʒ��ϵ��
1�������ս���о��������ս�����о��������ս�ձ��о��������ĩ�ս���о��ͭ���ս���о���۱�ϩ�ս���о�������ս���о
2�����������о��HYDAC�ص¿˹�������о��PALL�Ķ���������о��INTERNORMENӢ��ŵ����о��MAHLE������о��PARKER�ɿ���о��REXROTH��ʿ����о��MP-FILTER�����о��ARGO�Ÿ���о
3�������������о������������������������·����������ѹ��������������о��������о����·��������о���DZ��������о��Һѹ����
4��������������о���Խ�ʽ��������Ͳ�����ʽ��������������ʽ��������������ѹ������
5��������о��Hankison����ɭ���ܹ�������о��Domnickhunter������˹�������о��Atlas Copco������˹������о��Hiross����˹������о���¹����ˡ�PARKER�ɿ˾�����о
6��ˮ������о��PP������о��PP�۵���о��PP����о��������о���˴���RO����Ĥ����������о
7����ҵר����о���ȵ糧ר����о����糧ר����о���ֳ�ר����о��ú��ר����о
8�����˾��������豸�����ͻ�����ʽ�����������������������ܹ���������ʽ��������Y������
��о�������̣�
�����Ǽܹ���
һ�������豸��
- �纸��
- �����
- ����
- ԲȦ��
�����Ǽܵ���������;
- �Ǽܵ������Ϊ������;�֣��ڹǼܡ���Ǽܺ��йǼܣ������ʷ��У�����ֹǼܡ����Ǽܡ�����Ǽܺ����ϹǼܣ������У�Բ�ס����ס����οͳ����ס�
- �Ǽܵ���;����֧�Ų��ƺͱ������Ʊ������˻���������������ѹ�˻��ƻ����ƣ�����Ҫ������Ҫ�ﵽǿ�ȵ�Ҫ��
�����Ǽܵ���������
- �Ǽ����ϣ�����ͼֽҪ�����ϡ����ϡ�����ʱ�����Ҫ�³ɱ߱ߴ�ֱ�ķ��ΰ壬�����³����Σ�����ȦԲ��ƫб������Ӱ�����ۣ�������ʱҪ�������ϳߴ��Ƿ����ͼֽҪ����ͼֽҪ���������ϣ������ϴ�ʱ��ÿ10����������ߴ磬�Է���λ���ƶ����������ȫ������ߴ�����������Ǵ�ߺ���Ӧ���ϴ���ߡ�
- �Ǽ�ȦԲ������ͼֽȷ��ȦԲ����������棬ȦԲʱ���Ҫ��ֱ����ԲȦ���ڣ�Ȧ�ɵ�Բ���治Ӧ��λ̫�࣬���⺸��ʱ��ͷ���Զ��롣
- ��ߺ��ӣ�
- ��ߺ���Ҫ�ȵ��ں�������������������Ӧ���б�����������մ��Ǽܻ������С���Ӳ��ι̣����÷������麸��������ﵽҪ��ʱ�ſɽ��г�Ʒ���ӡ���Ʒ����ʱ������Ҫ���룬���Ҷ������ߺ���һ�ˣ�Ȼ����ͬ���ķ���������һ�ˣ��ٺ����м䣬*�����ͼֽҪ��Ҫ����Ⱥ��ӣ���������½�����һѭ�������Ӳ�λ���ܱ��ջ������㴦ë�̲��ܹ����Һ����ι̡�
- 벻�����Ҫ�ȵ��ڵ������÷������麸��������ﵽҪ��ʱ���ɽ��г�Ʒ���ӡ���Ʒ����ʱ���ѹǼܼ���̨��ǯ�ϣ������ͷ�Ͷ��棬��ƽ�����纸���㣬Ȼ����ƽ���촦���ٸ���ͼֽҪ��ĺ��Ӿ�����к��ӣ���������½�����һѭ�������Ӳ�λ���ܱ��ջ��������㣬�Һ����ι̡�
- УԲ������ͼֽҪ��ߴ罫���Ʒ������ʵ�Բ������Բ����˸���װ��
- ��ĥ����ĥ�ɼ۵����˺ͺ��Ӵ��������ĹǼܴ�ֱ��500mm����ƫ��2mm��������ë�̹���������Ҫ����⻬ƽ������ĥ������ͼֽҪ��ʱ������Ʒ����
ע�����
- ͬһ���εIJ�Ʒ�Ǽܰ��������Ӧһ�¡�
- �Ǽܱ���ƽ���⻬��ë�̷ɱߺͺ����������ȡ����ס�©�ס��ž����ز����Ȳ�������
- �Ǽ�ë�泯���˲���泯�⣬�Դﵽ��Ʒ������۵�Ŀ�ġ������Ǽ�ë������ë��Ϊǰ�ᣩ
- �Ǽܱ��洦��Ӧɫ����ȣ������������ܹ⻬�����ˡ��������쳣����
�˸���������
һ�������豸��
1��������ϳ�����崲���纸����
�����˸ǵ���������;
- �˸ǵ������Ϊ������״�֣��������θǡ�ƽ��ǡ�����Ȧ�۸ǡ����ӹ����϶˸ǣ������ʷ�Ϊ���ּ��˸ǡ�����ѹ��Ƥ�˸ǡ����˸ǡ�����ֶ˸ǣ������ӷ����У���ճ�˸Ǻͺ��Ӷ˸ǡ�
- �˸ǵ���;���������豸�̶����ܷ��˲�����ã�Ϊ������˽�����ͨ�ӣ�����������Ҫ��⻬���ۣ���Ҫ�����ӳߴ�ľ�ȷ�ȣ��Ա�֤���ӵĿɿ��ԡ�
�����˸ǵ��������ա�
- ��������˸ǣ�
��һ��������˸ǣ�ͨ�ƶ˸ǣ���Բ����ͼֽҪ����ºõķ��ζ˸�������һ����ڳ����ϣ���ǰ��λ��װװ�ڳ�����צ�ϣ���λ��װװ�ڳ���β���ϣ�ҡ������װ�϶˸��ϵ�������������ʹ�˸����ɶ����ڳ��������ϼ��ϱ��������������������Ƭ������Ҫ���ж��Ƭ�ϣ�����涨�����ڡ�
���������˸ǵ���ѹ�������õ���̨���ڳ������������м�����кõĶ˸��ϣ�ԲƬ������һ���ýӽ���̨��С�Ķ��̶����˸��ϣ�Ȼ���ڵ����ϼ���ѹ��������ѹ����ѹ��Ķ˸Ƿ��ߴ����������Ե��ǿ�������ѹ�ijߴ�Ҫ����ͼֽҪ��
���������˸������ڿף����˸��Ϸ��ڿ��ڼоߣ���װ�����ڳ��������ϼн���������ʱ�ɲ��ÿ��ڼоߣ�������Ƥ�������������������ʱҪ����С����Ĺ���ȷ�����ҳߴ磬��û�п��ڼоߵ�����½����п�ʱӦע��˸DZ��κ���ƤԲƬ�ӿ������ɶ��ɳ����ˡ�
���ģ����˸ǵij�ѹ���˸dz�ѹǰҪ��ë����ĥ�ɾ���Ȼ���Ҫ��Ķ˸Ƿ���ģ���أ���ѹ���壬��Ӧ����ģ�ߣ����г�ѹ����ѹһ�κ��ģ�����ó��˸ǹ۲��Ƿ������������������������������������壬������ѿɼ����壬��һ�γ�ѹ����ﲻ���˸�Ҫ��������������ڳ�ͷ�����ӵ�Ƭ�ķ������ж�γ�ѹ��ֱ������ͼֽҪ��ȷ�������ʹ�����
���壩���˸ǵĺ��ӣ����ڵ纸�������ﵽ����Ҫ��Ϊֹ�����磺����Ȧ����Ƥ�˸ǵĺ��ӣ���1�����Ȱ�о�ᣨģ�ߣ�����Ҫ���ӵ�������ڣ�Ȼ��Ѷ˸�ƽ���ķ�������������֮����к��ӡ���2��������Ҫ�˸Ǻ��Ӵ�Ҫ�����ι̲����к��ơ�����ë�̹����������ʱ����Сë�̣�Ҫ����ɰ�ֻ���ĥƽ���������������
2�����Ӱ��϶˸ǣ�
��һ�������ϵ��жϺ��ۿף�������Բ���Ͻ����жϣ��е�����Ҫ�����Լ��ٰ��ϵ��˷ѡ��ۿף�С�˸�Ӧ������ͷ�ڳ�������ף���������۵��ۿף���˸�Ҫ���۵����ۿ�(ʹ����о�����������£��Ա��´�������)Ȼ�����жϣ��ɼ�����������
(��)�����϶˸Ǽӹ���Ҫ��ͼֽҪ��ӹ����������Ҫ�ã��ߴ�Ҫ��ȷ����������ǡ����ˡ�ë�̵�����
ע�����
- ͬһ����Ʒ�˸ǰ����Ҫһ�¡�
- �˸��麸ʱ�������������С��Ӱ���Ʒ���������
- �˸�Ӧ���ë�̡��ɱ������Ȳ�������
- �˸DZ��洦��Ӧ���������ܡ�ɫ����ȡ����ˡ��������쳣����
�˲���������
һ�������豸���۲������IJ�����
�����˲����������;��
- �˲��������Ҫ���Ĵ��ࣺ��1�������ࣺa����֯��b���ս�ձ c��������ĩ�սᡣ ��2����ֽ���ࣺa������b������ֽ c��ľ��ֽ�� ��3���˲��� ��4������ϩ�ս��ࡣ
- �˲����;���˲���������о�Ĺؼ����֣���Ҫ��;�ǹ��˸��ֽ��ʡ������ڵ���Ⱦ������˲������ĺû�ֱ��Ӱ���Ʒ��������ͬʱ�˲�����������ز��ܱ�������Ⱦ��
�����˲���������գ�
- ��о�˲���۲�����һ��ɷ�Ϊ���۲�ʽ���Ʋ�ʽ��Χ��ʽ���ս�ʽ�Ĵ��ࡣ
- �˲����Ϲ��գ���ͼֽҪ����ȡ�˲ģ���鱸���ϵĹ���Ƿ���ͼֽ���ѡ��*���ʵ����Ϸ�����
- �ü������˲İ�ͼֽҪ����ɺ��ʵijߴ磬����¾����˲�Ӧ����ʵ�ʳߴ�2mm�����ã���������ʵ�ʳߴ�2mm����˿���ò�����˿��
- �˲����Ϲ������˲IJ������ϡ����ƻ���Ⱦ������Ǹ߾�������������������˿����˿��������Ҫ�����״���������ˮ��������
- ������ʽ�۲��˲�ĵ��Ժ��۲����ա�
- ��ͼֽҪ��������ƻ��IJ��ߣ�ѡ����ʵ����ء����壨������°�Ҫ���������ѹ���¿��ǣ���Ȼ���÷��ϼӹ�ʹ�˲�ﵽͼֽҪ��IJ��ߺ�ƽ���ȡ�
- �˲��۲��������ƻ����ǰ����ݲ��ƿ��ȶ�λ��Ȼ�����µ��˲ĵ�����һ����벨�ƻ��ڶ���壬����ľ��Ҫ���ڲ��Ƹ߶ȵ�����̫�ͣ�ѹ��ǰѹ�壬š����˿��������ƹ���Ҫѹ�»��壩���ɿ����۲����۲�ʱ�˲����߲����߳�ǰ����ϵĶ�λ��������ɲ������˲��롣���Ʋ����Ҫ���м�ѹ�����Ⲩ���Ѳ���ɴ�Ʒ��
- ��鲨�ƿ鳤���Ƿ����ͼֽҪ�����ϵ�Ҫ�ü������ӹ�������ͼֽҪ��ijߴ硣
- �в������в��ܰ�Ҫ��λ���߽����в����в�ʱ��������Ҫ��ǰ���У���������������������������������һ����Ҫ���м��飬����ͼֽҪ�ɽ�����һ���ڡ�
- ���Ϸ촦���ߣ�һ�����������ȥ����֮һ���ɣ��������������������գ���
- ��ָ��Ϊֹ�ڷţ����������ֳ���
ע�����
- ͬһ���β�Ʒ���˲ı�����ͬһ�������������Ҳ��ʾ��ȡ���ȱ�ݡ�
- ��������������Ҫ���ȡ�˿����ϯһ�£�����������˿����˿����˿�Ȳ�������
- ��������������Ҫ��ɫ����ȡ���������ߵ�����
- �˲��Dz����ࡢľ����ʱ����˿�������ڣ�0.125��0.173��38����37����
�˲��Dz��������Ŀ��������ʱ����˿����ϸ�����ڣ�0.1730��0.1930��0.213��37����36��35����
ˮ�˵���������˿�������ڣ�0.193��0.213��0.254��36����34����33����
��������ͼֽ���Ҫ���ϸ�ѡ�á�
- �����ϸ����Ҫ�����죬����ͼֽ��Ҫ��ʱ*������ƫ��0.5���ס�
- �˲�ë�����Խ��ͣ������档
�Ϸ칤��
�����豸���纸�����Ϸ�ǯ
- �Ϸ췽���ɷ�Ϊ���֣��Ϸ�Ƭ�Ϸ졢�ེ�Ϸ졢�����Ϸ졣
��һ�����Ϸ�Ƭ�Ϸ�
�úϷ�ǯ���˲�������90�ȼн��ٽ�����ƽ�����������˶��룬�����ƺõ�798�����ȵؼ������õIJ��ƶ��������鶤��ϣ��鶤���ڲ��Ƹߵ��в����⣩Ȼ�����ۺõĺϷ�Ƭ�ϼ�������Ҫ��һЩ���ҺϷ�Ƭ���潺Ҫ����Ȼ��Ѽ��ý��ĺϷ�Ƭƽ���ؿ��ںϷ촦���IJ����ϣ��Ϸ�Ƭ��ͷ���벨�ƶ�ͷ���úϷ�ǯ������̨��ǯ���н�ʹ�Ϸ�Ƭ����Ľ�����������ɣ���ƽ�Ϸ촦���ڵ��������ƣ�Ȼ�������ü��Ӽ�ס�Է��Ϸ�Ƭ�����������Ⲩ����Ҫ����ֽ�����⽺Һ�ӷ�϶�����������ڱڡ�
���������ེ�Ϸ�
�úϷ�ǯ���˲�������90�ȼн��ٽ�����ƽ�����������˶��룬�����ƺõ�798�����ȵؼ������õIJ��ƶ��������鶤��ϣ��鶤���ڲ��Ƹߵ��в����⣩Ȼ���úϷ�ǯ��ƽ�Ϸ촦���Ϸ촦������ܹ������������ƺõ�798��ճ�ӺϷ촦���ڵ��������ƣ�ע��798���������ԣ������������µ���Һ�ܱ���ֽ����Ϊֹ������ʹ����������ֽ���������ͨ���ѽ������Ͳ�������ƽ�뼴�ɡ�
�������������Ϸ�
1.���ڹ������������÷����Ժ����Ժ���Ҫ�����Ӻ���Ҫ�ι̡������մ����ӣ���
2.�úϷ�ǯ���˲�������90�ȼнǣ��Ϸ촦Ҫ�涨λ��Ƥ�壨����������ߴ�λ����ͷ����㺸�̶���Ȼ����й������ﵽͼֽҪ�ɽ��й���������ʱ����Ҫ���Ȳ������ջ����Ӻͼ�Ϻ��ӡ�������ϼ�ƽ���촦����ƽ�Ϸ촦���ڵIJ��ơ�
ע�����
- �Ϸ죺ԭ���ϲ����ྫ�ȸ���15�ף����ߵ���10��ʱ��798����콺�Ϸ졢����10��ʱ�úϷ�Ƭ�Ϸ졣
- ľ��ֽ���úϷ�Ƭ����װ�ν��غ�ճ�ӡ�
798�����ù���
1��798��������
Ŀǰ�ҳ��õĽ���Ҫ�н���������Զ����E-44���������ͻ�����֬���Լ��Ϻ�������E-44�������������֣���Ȼ���Ǿ����������������ڲ�ͬ���������Ľ���Ȳ�ͬ�����������ƺ����ǵ�����ʱ�����ϴ�һ������ҹ�˾��Ҫ�ý��������ľ�����������������������Ⱥ����գ��Ϻ������ľ�����������ʱ��죬��Ȳ������գ������н�����Ʒʱ����Ҫ������ʱ�䡣
2���ղ��ľ����������Ʒ���
- ѡȡ�ʵ���������������Ҫȡ�������Ļ�����֬���������ڡ�
- �����ڻ�����֬1��0.5—1�ı�����������������������Ҷ�����������ȣ�һ������£������컷����֬1��0.5—0.8������1��0.5—0.6������1��0.8—1���������ȣ��ٸ����뻷����֬1��1�ı��������ۣ�������ȣ�����ʱ��Ҫ��20�������ϣ�����̶�Ϊ�����ݻ����ݺ��ٵ�������ɡ�
- �Ϻ������ľ����������÷���
�����뻷����֬1��0.25—1.0�ı������������������ȣ�һ������£������컷����֬1��0.3—0.4������1��0.25—0.3������1��0.5—1.0���������ȣ����ٸ����뻷����֬1��1�ı��������ۣ�������ȣ�����ʱ��Ҫ��20�������ϣ�����̶�Ϊ�����ݻ����ݺ��ٵ�������ɽ���ճ�ӡ�
ע����������ֽ����̿�ÿ��Ҫ���䣨����ճ��ʱ��ȥ��ȣ���������˷ѡ�
װ�乤��
ճ�ӹ�λ��
�����豸��ע����
���ϸ���㲿�����࣬����İڷ��ڹ���̨�϶���ͼֽ������ճǰ��װ��Ȼ������ߺ��㲿������ϳߴ磨���������Ҫ��Ҫ��������������Ҫ�ɽ���ճ�ӡ�
- ճ�Ӷ˸�ʱҪ���ࡢ��ͷճ�ӣ�ճ��ǰҪ��ճ�ӵĶ˸��ŷ����룬�ٰ����ƺõ�798��ע��˸ǣ��˸��ڵĽ������ݲ��Ƶ��ܶȶ�����������������¶ȹ��ͣ��˸Ǻ��˲�Ҫ���������£������¶Ȳ��ܹ��ߣ�ע�뽺�Ķ˸Ƿ��뿾��ļ���һ�β��ܹ��࣬�Է���Һ���̹��죩��Ȼ�����Ҫճ�ӵ��˲�װ��˸ǣ��˲�Ҫ���������䣨ʹ�˲��ܳ�ֵ����ս�Һ���������˲��϶�ڣ���Ȼ���ٰ����ס�
- ����ʱ���ܽ��������˲��ϣ��������ɾ������ܸ߶ȣ�У��ֱ�ȣ�����Ҫ������涨����
ע�����
- ճ���˲㲨��Ҫ������ȡ�����Ӧ������ƽ�С�
- �˲�ճ�Ӻ�ҺҪƽ����������������
- ��������˸ǵ�798��һ��Ҫ�����ɾ������⽺���̺�����������
��Ʒ��λ��
һ����Ʒ�彺
- ����о�����˸��ڿף���Բ�Ƿ��н�����˸����أ�����н���������Ҫ�Ѷ���Ľ������ɾ����彺�����в��������˲���˶˸ǡ�
- �˸��彺ʱҪ��������Ӵ��˸ǣ�����ֻ�õ���Σ�������˶˸�Ӱ����ۣ���
- �˸Ǻ��˲�ĽӴ����彺ʱҪ���õ��в�һ�������ƶ��������������������⽺�ж�ʱ�ղ�ס�����л��˲�������ˣ����������ɾ������涨����
�� ��ճ�ӽ���
1��������Ҫ��Ľ����ëһ�棬��������ϵ���Ⱦ�����������
2��Ϳ������װ�ν����ȵ�ͿĨ����о�˸Ǻͽ����ë��һ�棬������Ϳ��̫��Ϳ��ʱ����һ��ͿĨ���ȣ����ܷ���ͿĨ��������Ӱ��ճ��Ч������Ȼ�����ɣ����ɵij̶�Ϊ����ճһ���ּ���ճ�ӡ�ճ��ʱ��Ҫ������һ����������ճ���Ҫ����о�������ţ�ʹ�������£��ٴθ�����ѹ����
�ʼ���鹤��
һ��ʹ���豸��
1.����MODEL18-50 ���ͨ������̨
2.ð�ݵ�����̨
����������Ŀ��
����MODEL18-50 ���ͨ������̨������ݣ�
1.����������
ð�ݵ�����̨��
1.�����ԣ��˲ĵ�����������о�Ϸ졢�˸�ճ������ȱ�ݣ�
2.*ð�ݵ�ѹ���˲�*���
3.Ⱥ�ݵ�ѹ���˲�ƽ����
4.���˾��ȣ�βx≥20��Ӧ�IJο�ֵ��
�����������̣�ÿһ����Ʒ��װǰ��Ҫ���������豸������裬����Ҫ��ɰ�װ��⡣
��Ʒ��װ����
ʹ���豸�������
���̣���������ĺϸ�Ʒ�þƾ����ɾ�װ���װ���ڡ���ڡ�װ���䡢���ϸ�֤��Ȼ��װ���װ���ô�������������涨����
�����Ʒ��Ϣ����ӭ�µ�ɭ�������ѯ��ɭ�������Ӫ������о�������������ͻ���
�����Ʒ��������ˮ��о|������о|������Ͳ|�����ս���о|ѹ������������о|����������豸��
��ϵ�ˣ����
��ϵ
��ϵQQ��---
��˾��ҳ��www.senjieguolv.com
 ɨһɨ���ֻ����
ɨһɨ���ֻ����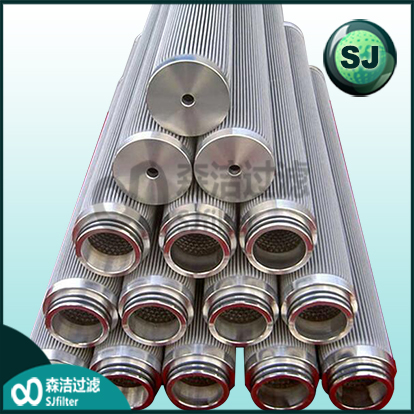


 ����ɭ������豸����˾
����ɭ������豸����˾




 ��555.00
��555.00 ��500.00
��500.00 ��555.00
��555.00 ��500.00
��500.00 ��500.00
��500.00 ��500.00
��500.00