��Ʒ���ƣ����й���ϵͳ
��Ʒ��飺���й���ϵͳ�Ǽ����Է�������
ֽ�����˻������ܹ���������ʽ���ͻ������Ļ����ۺ��Թ���ϵͳ����ϵͳ���˾��ȸߣ�����������һ���ۺ��ԵĹ����豸�������豸Ҳ�dz��Ҹ�Ϊϲ���������豸������ʹ���ʸߣ�ռ��������У���Լÿ̨��������Դ����Ϊʵ�ʣ���Ч��
��ϸ˵������м�������ʹ���ϵͳ����м���д���ϵͳ(chipping central conveyor system) ��ʵ�ֻ��ӹ�������м��ͳһ���ʹ�����һ������ϵͳ���ڵع��У�ʹ�����������ۣ���������мɢ�䡣������м��ʽ��ѡ������м���ΰ���м�����ΰ���м������Ϊ�����������ΰ���м����ģ�Ϳɲ����ΰ���м������
�������������й���ҵ��Ѹ�ͷ�չ���й�ĥ�����������ȫ�µķ�չ��׳�����Ӧ�Ĺ����豸Ҳ�������г���*��ʼ�����豸������ֻ�Ǽİ�ʽֽ�����ˣ�Ҳ����ƽ��ʽ�ĵ������ˡ����ֹ�����ʽ��Ȼ�ڹ��������д�����������������Ч�ʺ����������Dz��������ڸ��ߵľ���Ҫ��ʹ������Ĺ������롣����������о����£�������ʽ���»����������µĹ�����ʽ�����ˡ�
JHZG�����豸�Ǽ����Է�������
ֽ�����˻������ܹ���������ʽ���ͻ������Ļ����ۺ��Թ���ϵͳ����ϵͳ���˾��ȸߣ�����������һ���ۺ��ԵĹ����豸�������豸Ҳ�dz��Ҹ�Ϊϲ���������豸������ʹ���ʸߣ�ռ��������У���Լÿ̨��������Դ����Ϊʵ�ʣ���Ч��
���й��˵�Ԫ��
1.���˵�Ԫ���
�������ɴ��Է����������Թΰ������ƽ��ʽֽ�����ˡ���ʽ���˻�������ʽ���˻�����ѹֽ�����˵���ϡ������û��������辫�Ⱥ���ѡ�������ʽ���Ի�þ��ù��˾��ȡ�
2.ϵͳ��Ԫ��ɣ�
�Զ���Һ��Ԫ���Զ����͵�Ԫ���黯Һת�Ʋۡ����˵�Ԫ����·���������Ƶ�Ԫ�ȣ����й�·��ȫ�ع���ȫ�ܿչ�·���ع���ܿչ�·�������ַ�ʽ��
������Ԫ��
1.���͡�����ϵͳ
������ˮ�����ڹ��˻�����ˮ���д���������������������ų������봢��Ͱ��
������ˮ����װ���и����������������Ȼ�������Һ�У�����Ч�����������������ͼ��ٸ��ͷ��룬�Ӷ��ӳ�����Һ����Чʹ���ڣ���������Һʹ�óɱ��� 2.����Һ�¿�ϵͳ
��������Ҫ��ȴ���£������������ʩ��������������¿��ǿ��Ե����¶��趨ֵ��ʵʱ��ʾ��ȴҺ��ʵ���¶ȣ���������Զ�����ʹ��ȴҺ�����ڹ���Ҫ����¶��ϡ�
3����Ƶ��ѹ��ˮϵͳ
�������ö�ò�����Ƶ���ٺ�ѹ��ˮ���������������������������ٿ��Զ�����������ϵͳ�趨ѹ�����䣬���ϵͳ��Һ�����ȶ��ԣ����ҿ��Խ�ʡ����30�����ҡ�
4.��Һϵͳ���Һϵͳ
������Һ�����ܹܡ�֧�ܺ��������ɣ����Լܿչ̶��������ϣ�Ҳ�ɴӵع��ߣ������ͨ���������ܽ�����Һ���������������ŷ����ƹ�Һ���жϹ�Һ��
�� �ܿջ�Һ��ʽ���ӻ���������������Һͨ����Һ�������Һ�䣬�ɻ�Һ�ý�����Һ��ͬĥмһ����Ͳ����ϴ���ܿջ�Һ�ܣ��ͻع��˻�����Һ����רΪ������Һ������Ƶ����ױ�,�ɳ������ʿ�����15mm���ҵ���Һ����ˮ��װ�и���ʽҺλ���װ�ã��ɴ��������λ�ñ仯��
�����ع���Һ��ʽ���ӻ���������������Һ����ع����ڵع���ϴҺ�İ����£�����Һ��ͬ��мһ���ͻع��˻���
���������̨���������豸����˾���й���ϵͳ�ص㣺
���й�����ȴϵͳ���ô�ѭ���������������г�Һ�����������Һ������ɢ���죬��Һϵͳ�¶ȵͣ�������ͣ����������ѭ����ʹ������������Һ�ܲ���ϵ���������Ч��������ϸ����������ͬʱҲ��������Һ������ָ��ʵ���Զ����ƣ�ȷ������Һ�����������⣬���й�ҺҲ������Һ�ļ��д�����������̬���������ϻ���Ҫ��
��������Һ��������������Һ����Һ�ؾ���Һ������������һ�ι��˲� ��һ�ι��˲��ɸְ庸�ɣ��ڽ�����©��������ڵؿ���(��Һ��)��������װ������װ�ã��ڼ���ѭ��ʱ���������ӳ��黯Һʹ�������������л�װ����������װ�ã������¹���ʱ���¶���ʾ�ֶ����ء�
��Һ����һ�ι��˲ۺ�����ʽ�Ű����˻���ȥ������Һ�е����ۣ��پ��������������ֽ�����˻�����Һǻ�����IJ����˺�ﵽ����Ҫ��ľ�Һ���ɶ��鹩Һ�ã�һ��һ�ã���������Һ��
���ֽ�����˻��о�װ��Һλ����ϵͳ����Һλ����ʱ��ϵͳ�������Զ���������Һ�����˻�������Ҳװ������װ�ã��ڼ���ѭ��ʱ���������ӳ��黯Һʹ���������������м䰲װ�м���ƽ̨�����¸���б�ݣ����ڲ��������ֽ�����˻��IJ�����װ�г���װ�ã���ˮ���룩������Ӧʹ����Ҫ�����ֽ�����˻��ľ�Һǻ��������Һ��ϵͳ�У�װ�й�Һ�ö�̨����ʽ������һ�ס���Һ������������ʱʼ�մ��ڳ���״̬��
��Ҫ�豸���ܽ���
1�����ֽ�����˻�
���˻����ϲ�����Һǻ����Һ�������ڲ��������դ���ϵ��IJ����˺���븺ѹǻ�����ó�����������ʹ�á�����30um�Ŀ������IJ������������γ��˱�������ʱ����ӳ����˱�Խ��Խ������Խ��Խ������ѹǻ����ն�Խ��Խ�ߣ�����նȴﵽ�趨ֵʱ��ϵͳ�Զ������źţ�����Һ����µ�������������Һ���ڵľ�ҺѸ�ٳ��븺ѹǻ�����ü�����������ʹ�ã���������ѹǻ��������գ���ʱ��ΰ������������IJ���ǰ�ƶ�һ�����ȣ���һ���潫�˱��͵���м���ڣ�ͬʱ�µ��IJ������赽դ���ϣ������������һ������ѭ��������ܶ���ʼ���������ϡ�
JHZGϵ������̨���������豸����˾��Ʒ���ֽ�����˻��������ù��ָ֣��Ǽܲ��ò۸֣�������������ͨ�ְ壬ʹ������ṹ������������ޱ��Ρ������˻�դ����ò������������������ӹ������Ƴɾ�����ѹ����ʴ���������ص㡣����ϸװ�䣬��֤�����⻬ƽ�����IJ��������硣�ڼ��ٵ������������֮�䣬װ�����ƵĹ��ر���װ�ã��ڼ��ٻ����ص�����£�����װ���ڱ��������ϣ�����������У�ͬʱ���������źţ����˹����¸�����������ϵͳ�ָ��������С�
��ϵͳ��������װ�ã�ʹ��ȴҺ���д���ϵͳ�������ơ�
——���װ�ã�
Ϊ�˷�ֹ30um���µ�ϸС�����ڸ�ѹǻ��������ɳ����ﲻ�����ӣ���Ϊ�˹���ϴ���鷳��������������ӳ��װ�ã�ʹ������ڵ�ϸС�������������ﵽ������������ҵ�Ŀ�ġ�
____����װ�ã�
����������������װ�ã���ѹ���������ϵ�ע���黯Һ�У������黯Һ�е������������������������������ӳ���ȴҺ��ʹ��������
——����װ�ã�
���ֽ�����˻������г���װ�ã����Dz�������Һ���������¸���������ʽ�ij���װ�á����������ڽ��黯Һ��Ư�����������룬�ɱó�����ˮ�����䣬��ˮ�������ڵ����Ϳ�������Ч���������ͣ�ʹ��ˮ�����룬����ע�����Ͱ����Һ������˻�������Ч��95%���ҡ�
——��ˮ������װ�ã�
�ɱôӸ�ѹǻ�ڳ�ˮ����ˮ����ʱ������ѹǻ�ڲ��ֿ���������ӿ츺ѹ�IJ��������ӹ����ٶȡ�
——�˲�װ�ã�
���ֽ�����˻���β�������IJ���һ�ף����ö���60g/m2���IJ���һ��һ����
——��ȴϵͳ����ȴϵͳ�ɰ�ʽ���������¶ȴ���������ɡ����黯Һ�¶ȳ����趨ֵʱ���¶ȴ�����ͨ��PLCָ���������ʹ��ʽ���������䡣�ص��趨ֵʱ���������Զ��رա���ع����¶�ʵʱLCD��ʾֱ�����ˡ�
2��Һλ����װ�����ڹ���ϵͳҺλ����ʱ�������Զ���Һ��
����ϵͳ����������������ҵ�������ҹ��ġ������ҹ�������ҵ�ķ�չ���ر���10�����������������ܳ���Ŀ�����࣬���й���ϵͳ��ʹ���ڹ�����Խ��Խ�ձ顣�������ϵ��ҵ��˵��ŷ����ҵ��ƫ����ʹ�ü��й��˷�ʽ��
��ˣ��ձ���Ȼ���������켼�����洦������ǰ�У���������Һ���й���ϵͳ������ϣ��ر����ȶ����ɿ��ĸ�ѹ���й���ϵͳ���棬Ҫѷ����ŷ����ҵ��Ŀǰ�����ھ��ּ��й���ϵͳΪŷ����ҵ��������죬������50��3000m3/h���ȡ�
����JHFYʽ��ѹʽ���й���ϵͳ
����JHFYʽ��ѹʽ���й���ϵͳ������̨���������豸����˾*�����ģ�һ����˵����ѹʽ���й���ϵͳ��Ԥ�βۡ�ֽ�����˻�����ѹ�䡢��Һ�䡢���顢�ܵ�ϵͳ���Զ�����ϵͳ���Զ���ˮ����ϵͳ��Ʋ�����Ȳ�����ɡ�����������Ϊ���ģ����������¶ȿ���ϵͳ��ͨ���ܵ������������������Һ���ӹ������м������Һͨ���ع�����йܵ�����ϵͳѭ��ʹ�á�
��������ڻ����Դ�������Һ����ϵͳ�����й���ϵͳ���ŵ��Ǻ����Եģ���Ҫ���������¼������棺�ӳ�����Һ��ʹ��������һ��Ϊ2��4������������Һά�������Ĺ�������Ũ�ȡ��¶ȿ��Ƹ��ȶ�������Ч�����ã����ٷ�Һ���ŷź�����Һй©���ر���ͨ�����йܵ������ķ�ʽ������ڵع���ʽ���ܼ�����Ϊ��Ⱦ������ʱ����й©��
��������Һ��ѡ��
��������ڻ�������������Һ��ֻ��“���”�����ױ����������ӣ���ˣ�����Һ���Ϊ������Ӧ�̣����OEM�����Ƽ����������ĺô��ǣ����Թ���豸��������ʱ������Һ���ܲ����������������ķ��գ�Ȼ�����������ijɱ�ѹ��Ҳ�Ƿdz���ġ�ͨ��OEM��ʽ���������Һ���û�������Һ�ɹ��۸�̸�����Ѵ��ڱ������ر��Ǽ��й���ϵͳ���ڸ������Ե���Ϊͻ������ˣ��ڳɱ�ѹ��Խ��Խ��Ľ��죬��������ҵ��ҵ���ڹ�ҵ�滮���ھ����ֿ�������Һ��ѡ�����⡣
��������Һ��ѡ��Ӧ���ǵ���Ҫ���ذ������������ʡ��ӹ���ʽ���ɱ���������ҵ������Ҫ���Լ����ص�ˮ���ص�ȡ�
���������Ķ����ܳ������õ���Ҫ���ϲ����������̼�֡��������֡��������������������˵���������⣬��˶��������ļӹ�������Һ�ķ���������Ӧ�ص㿼�ǵ����ء�����Ϊ���ý�����Ӧѡ�ö�����ʴ������Һ������ϳ���ȼӹ����տɲ���һ����黯Һ���黯Һ����ݡ���ݡ����ݡ�����ꡢ������ѡ�ü�ѹ�黯Һ����������ѹ���͡������������ļӹ����ر���ʹ�þ��ȱȽϸߵ�MAPAL�µ�ʱ������ҺӦ�кܺõı߽������ܣ�Ϊ�ˣ�MAPAL��˾����Ҫ���黯Һ���ͺ����ﵽ60%���ϡ����½����еĺϳ�����ֲ����Ӧ�ü����������˿����͵�ʹ������
����ˮ��������Һ�ܶ����������Ϊ���ܷ�������Ҫ���ۡ���ˣ���ͨ����Һ��ʹ�ù�������Ƶ��������ɱ������PH�������������ƾ���ķ�ֳ��Ŀǰ�������г��ϳ�����һЩ�����ȶ��Ͳ�Ʒ�������������ӳ�ԭҺ����κ�ά����Ʒ������۸�ҲΪ��ͨ����Һ���������ҡ��ڹ��ڻ���Ҫ���в���ʮ���ϵ�����£���ʹ�����ճ�ά�����ã���ͨ����Һ�Խ�Ϊ���á���ˣ������ȶ�������Һ��Ӧ���ƹ����ܵ����ơ�
�����ճ����
����1�����Ʒ���
�������������������Һϵͳ�ij�����ۣ�������ˮ��ϵͳ��ϴ�ɾ���ֱ�����ơ�������Һ�ý�ԭҺ��������ϵͳ�У�ͬʱ����ѭ��������ˮ�õ���ֵĻ���黯��
��������Ǿɵ�ϵͳ���ۣ�������ǰ24h������ϴɱ������������Һ��ѭ������ϴ��һ��������Һ��Ӧ���Ƽ���Ȼ���ŵ��ɵ��黯Һ������1%���ҵ�����Һ��ϴϵͳ�ͻ�����2��4h���ŷţ�������ˮ������ϴ����ϵͳ��*����Ҫ������һ��Ũ�ȵ�����Һ��
����2���ճ����ָ��
����ˮ��������Һ���ճ����ָ����Ҫ�У�Ũ�ȡ�PHֵ��������͡������ԡ�
������ Ũ�ȵIJⶨ�Ϳ���
�������Ũ�Ⱦ������ֲ���������ף����黯Һ���ȶ��Խ��ܵ�Ӱ�졣��ˣ�Ũ���˿�����X±1%��Χ�ڣ�XΪʹ��Ũ�ȡ�
������ PHֵ�IJ���
����һ����˵��PHֵ�˿�����≥8��7%�����PHֵƫ�ͣ�������ϸ����ֳ���죬�������½���������PH���ڼ����PHֵ��
������ ����IJⶨ
��������Һ�е�������Ҫ��ָϸ����ù������ͨ�����������ⶨ����������Ϊ2��7�죬�ڼ�Ӧ�۲����Ρ�24h�����ϸ�����ﵽ103��ù�����ﵽ“��”���ϣ����뼰ʱ����ɱ��������7���ϸ�����ﵽ103��ù�����ﵽ“��”�������ٸ��ٻ����Ԥ����ɱ�����������ϸ�����ﵽ105��ù�����ﵽ“����”���������ɱ��������
������ ���͵IJⶨ
������ȡ100ml����Һ����24h��۲��両�������������ʹﵽ2%����ӦƲ�͡����ͺ���̫�ᵼ��ϸ����ֳѸ�١�
������ �����ԵIJⶨ
���������Dz��ø�Ƭ������Ƭ������������ġ���ʵ���У����Dz�����ŷ�ޱ�����������м��Ϊ���������巽�����£���ȡ2g����м��ƽ���ڻ�40mmԲȦ����ֽ�ϣ��õι�ȡ2ml��������Һ��������м�ϣ�����������23������·���24h����ϴ������м���۲���ֽ���������������������������˼������ֳ����������������жԱȣ���ȷ������Һ���ճ����Ʊ������������������뵱�ص�����ֱ����صģ������ƶ��ı�Ϊ����≤2��������ɴ��3��7�졣�г����б�������м���ۣ���Ϊ���ҵ�����Һ�ķ��������ֳ������������Ĺ����ԣ�Ҳ���������������м��
����3�����Ƶ��
����Ũ�ȡ�PHֵ��ϸ�������͵�ָ��ļ������һ����һ��Ϊ�ˡ������Կɸ��ݵ��ص������������Ƶ�Ρ�������¼��ڣ�����������⣬�ɲ��������Һ�ķ����ԣ�����÷�꼾�ڣ�Ӧÿ�ܼ��һ�Ρ�
������������
����1������ÿ�ܵļ��������ʱ����Ũ�ȣ�����ɱ��������PHֵ��Ʋȥ���͡�
����2����ͣ��ʱӦ����ϵؿ�������Һ��“Сѭ��”�������й���ϵͳ�ڲ�ѭ�����ڷų���ʱӦÿ3�����ң�������Һ���úͻ���������һ��ʱ���“��ѭ��”��
��������ʱ���ȷ��
�������ѡ������Ļ���ʱ����һ������Ҫ�����⡣ʵ���У������Ǹ�������Һ������״��������Һ��ά���ɱ����������ۺϿ��ǣ��ж��Ƿ����ʹ�û���л��ۡ�
����1������Һ������״������Ҫ��ָ����Һ�ķ������ܡ�����Һʹ��һ��ʱ������������ӵĻ��ۡ�ˮӲ�ȵ����ӣ�����Һ�ķ������ܽ���ͨ�����Ũ�ȵȴ�ʩ���Ը���ʱ��Ӧ�����Ƿۡ�
����2������ϸ������Ƶ���������黯Һ�ֲ㡢PHֵ���ȶ���ǿ�Ĵ̼�����ζ���������ά�������������ӣ�������л��ۡ�
����������
�������й���ϵͳͨ�����豸��ơ�����Һ��ѡ�ͺ����ơ�ά����⡢���۵�ȫ���̹�����ʹ����Һ��ʹ�����������ӳ����ɱ������½���
�������ڼ��й���ϵͳ����Һһ����Ͷ��������������Ԫ�������ϰ���Ԫ����ˣ��跨ͨ���ӳ�����Һ��ʹ����������������Һ�����ģ��Ե���Ϊ��Ҫ��Ŀǰ������������˾����14��ˮ��������Һ���й���ϵͳ�����ݻ���1600m3��ͨ������ȫ���̵��������ƣ�����Һ�Ļ�����������Ϊ���꣬*���Ĵ�4�����ϡ�
 ɨһɨ���ֻ����
ɨһɨ���ֻ���� ��̨���������豸����˾
��̨���������豸����˾
 ��16666.00
��16666.00 ��80000.00
��80000.00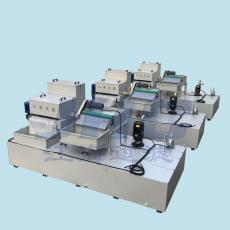 ��9500.00
��9500.00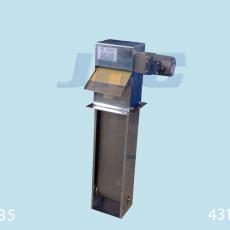 ��7000.00
��7000.00 ������
������ ������
������