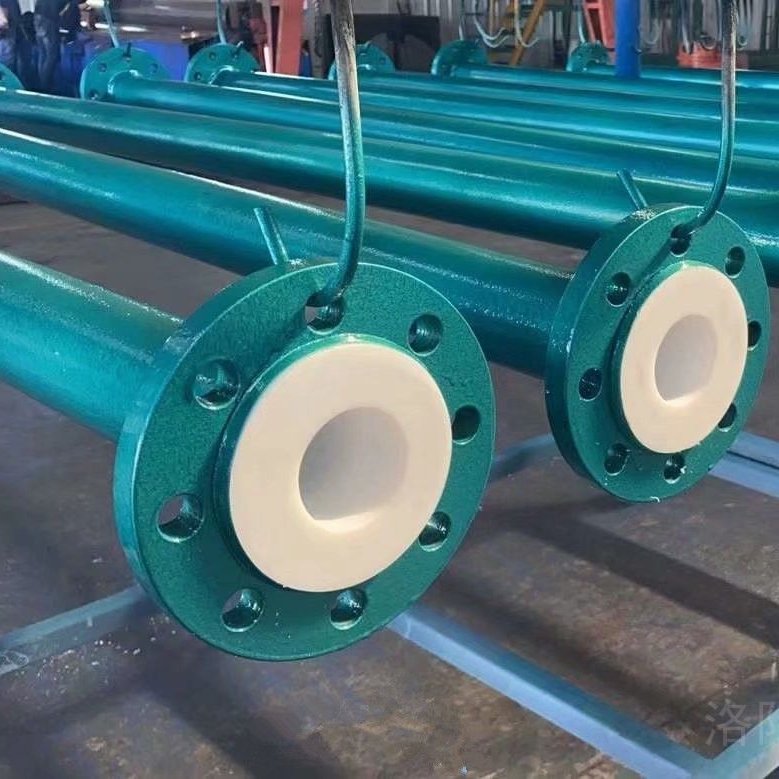
�ڳ���PP�� ���ڳ��ܷ��� ����ɶ���
�ڳ���PP���ǽ�PPԭ�ϼ���ֹ���,�������¼���,�ڱڹ���һ�γ���,���ַ�������Ƚ�,�����ڸ��ִ�С�Ĺܵ���
�ڳ���PP�ܹ��ܻ��ڵľ���������:
һ���ܷ۲���������(м)��ľ�顢ֽм���к�����,��Ҫʱ���ɸ��
�����ܵ�������500mm���ϵ����ڹ������Ϲ���,���¶ȴﵽ�����¶ȼ��ɼ��ϡ�
��������ǰӦ�Ȱѷ����ܷ������װ�ӽ��ڷ�����,���ϲ���ר�ü��Ϲ�,����Ӧ����һ�¡���ͣ������¼���,���Ϻ�����ת����
�ġ�����ʱ��һ��Ϊ2~15����,һ��ܾ�Խ�ں�Խ��ʱ��Խ��,DN150���¿�����5�������ڡ�
�塢������Բ���ٶ��˿�����40ת/������,��������2ת/�֡�һ��ܾ�Խ���ٶ�Խ��������ͣתʱ,ж���ܷ��湤װ������ƽ(������ƽ��̥ѹƽ��)����ȴ�ܲ�,ֱ���ܷ������,�⻬,���̡���ȴʱ����ת��,��ֹ�������¶Ⱦֲ����߶�����Ӱ��ʹ�ü����ۡ�
�ߡ������սǵȽϺ�ط��ɲ�ȡʪ���������ȷ������ⲿ���ٽ��¡��ֲ������ٶȲ���̫��,��ȴˮ�Ȳ��ýӴ��IJ�,��ֹ�IJ���������,����ֲ����롣ʱ��һ�㲻����2min,�ҹ�������ת�� Ӧ����30ת/�֡�
�ˡ��ڹ��ܳ��ͼ���ȴ������Ӧ��ʱ����������,��ʱ��ȱ��,��ʱ�䳬��20����(������)���ֹ����
�š��������ֲڻ�ƽ�����������û�������¯���ȼ���,��������ֲ��¶ȹ���ȼ�ն��ɻ�ɫ��
ʮ�������ܻ����������ֱ���ֲڡ��ϴ����塢���Ա�ɫ�������Եĺ�ȷֽ��ߡ���ȼ��Ȳ������������ݡ�ɰ�ۡ��ܷ����������20%���������������ʰߵ��һ�ɳ����ϳIJ����
ʮһ���ܼ���С��500mm�Ĺܵ�����ҡ��ʽ���ܻ�,��Բ���˶�����10��,ʱ��Ϊ3~10���ӡ��ӽ������ͷ����ܷ������װʱҪ����,��жʱ�������ܷ��档
ʮ��������(�������͵IJ���)��ܵ��ܼ�(һ��DN>500),���û�����ȳ��͡��IJ���5mm����ʱ�ɿ������ͽ�������ǿ��
ʮ����������ȵĹ����ܵ��ܼ�Ӧ����תƽ̨�ϼ���,��������Ӧ����,Ԥ���¶����ٴﵽ220��,��Ƚϱ����¶��Ըߵ����˳���280��,�ﵽԤ���¶Ⱥ�����10���Ӳſɼ��ܷ۳��͡�
ʮ�ġ�Ϊʹ���Ϸֲ����ȿ�����;����Ϲ���,Ӧ��ʱ���,������ɱ���ֲڻ��Ȳ����������ۼ�Ӱ�����������
�ڳ���PP�ܱ���������Ҫ�������������ԭ�ϣ����ܹ��տ�ѧ�Ƚ����ܵ��������ã�������������豸����˾��ӭ��������Ϳ��졣
 ɨһɨ���ֻ����
ɨһɨ���ֻ����