�����ˮ�������� �ƾ�������������
��ϸ��Ϣ
| | �ӹ��������� | | ����ˮ����������Ҫ����� m3/h | | �ͺ����ƾ������������� | |
�ƾ�����һ�廯����װ�ü�����
һ������
����
�����ƾ�������ˮ������������ƾ���ˮ�������¶ȸߡ���ɰ�ࡢճ�Դ���Ⱦ���ɸߡ����������ص㣬һֱ�Ƿ�ˮ�������ѵ���ص㡣�ҹ�˾������Ա�������ڿ�������ʵ�����ɹ������ƿ����˾ƾ�����һ�廯����װ�ü�������
����
����
������������
1.��ˮ������������
�������ս���
����1������ǰ����
������1�����ã���ˮ������ɰ�������Һ����װ�ã���װ�����ҹ�˾���Ƶľ���ר�÷��������������ת���Զ�ж�ϡ�����������㺬ˮ��75%���ң�ֱ�������ϳ��ۡ��ھ������Գ��۵�����£���ȫ��Һ�������͡�����ƾ���ˮ�ɲ�������װ��ֱ�ӽ�����ڳء�
������2���������� (ȫ�㷢��)��
|
��Ԫ |
��Ŀ
���� |
CODcr |
BOD5 |
SS |
PH |
����ǰ���� |
��ˮ |
50000 |
30000 |
35000 |
3-5 |
|
��ˮ |
47500 |
28500 |
27500 |
6-9 |
|
ȥ���� |
5% |
5% |
10% |
|
2�����ﴦ��
������1��YF������Ӧ��
�������� YF������Ӧ�����ҹ�˾������Ա���ݾƾ���ˮ��������Ƶģ����н������ฺ�ɸߡ��ͳ���������ʸߡ��������ڶ̡���ȫ�ɿ���ͻ���ŵ㡣�ݻ�������8kgCODcr/m3.dʱ��ȥ���ʴﵽ70%���ϣ�ÿȥ��1kg CODcr�ɲ�������Լ0.4m3��
������2��AIC������Ӧ����һ�ָ�Ч�Ķ༶��ѭ����Ӧ�����ݻ����ɸߣ���UASB������Ӧ����2-3�����ϣ��ɴ�10-18kgCOD/m3.d,CODȥ���ʸߴ�90%���ϣ�ʹ����ĺ����������ļ����˸�����
��3��JR����װ��
��YF������ˮ�У�������ó�����ȥ�������Ч���������룬����Ҫԭ��������Һ�Դ�������״̬�����Գ����������һì�ܣ��ҹ�˾������ʵ�����ɹ���������JR����װ�ã�ר��Ӧ������������Һ�Ĵ�����������ȥ������80%���ϣ�CODcrȥ������30%���ң��ܺõؽ�������������֮��Ĺ��Ⱥ��νӡ�
������4����������
������������ˮ��������JR����װ�ô�������CODcr�������������������Ҫ��������ʽ�Ӵ����������ݻ�����Ϊ1.5kgCODcr/m3.dʱ,CODcrȥ���ʴ�80%���ϡ�
������5����������
|
��Ԫ |
��Ŀ
���� |
CODcr |
BOD5 |
SS |
PH |
һ������
������ |
�� ˮ |
47500 |
28500 |
27000 |
6-9 |
|
�� ˮ |
11875 |
7125 |
10800 |
6-9 |
|
ȥ �� �� |
75% |
75% |
60% |
|
|
JRװ�� |
�� ˮ |
11875 |
7125 |
10800 |
6-9 |
|
�� ˮ |
8320 |
5700 |
2160 |
6-9 |
|
ȥ �� �� |
30% |
20% |
80% |
|
��������
������ |
�� ˮ |
8320 |
5700 |
2160 |
6-9 |
|
�� ˮ |
1260 |
856 |
864 |
6-9 |
|
ȥ �� �� |
85% |
85% |
60% |
|
����Ӵ�
������ |
�� ˮ |
1260 |
856 |
864 |
6-9 |
|
�� ˮ |
126 |
26 |
346 |
6-9 |
|
ȥ �� �� |
90% |
97% |
60% |
|
����3���������
������ˮ�����ﴦ����ȥ��������Ⱦ����öι��˳�������ŷš�
������������
|
��Ԫ |
��Ŀ
���� |
CODcr |
BOD5 |
SS |
PH |
|
������� |
�� ˮ |
126 |
26 |
346 |
6-9 |
|
�� ˮ |
90 |
19.5 |
70 |
6-9 |
|
ȥ���� |
30% |
25% |
80% |
|
4�����ദ��
������������Һ��JR����װ�ò��������࣬�����ϸ��ճ�ȴ���ˮ���ѣ������ڱȽϣ�ѡ��˫��Ĥ��ʽѹ�˻�����������ˮ�������˲������Ϸ�ʽ������ѹ����������Եȷ�������Ż���ϣ�ʹ��ˮ��������ˮ����75%���ң������������ũ�ʡ�
�ġ�����Ч�����
���������10��־ƾ������ķ�ˮ����Ϊ�� ��ȫ�㷢�ͣ�
���� 1����������
��������ˮ���������ͺ�������������10��־ƾ������ķ������������Ϳɲ���80000m3/d����,���ڷ��磬ÿ0.6-0.7m3�����൱��1�ȵ磬�ɻ���58666Ԫ/�졣
��2�������
������ÿ1m3����Һ�����з���Ϊ2.36Ԫ�����а������˹��ѡ���ѡ�ҩ���ѡ�ά�ѵȣ�ÿ��������з�Ϊ10856Ԫ��
58666Ԫ��ÿ�����棩��10856Ԫ��ÿ����ã���47810Ԫ��ÿ�쾻���棩
ɽ��������Ȫ�����豸����˾��������������
 ɨһɨ���ֻ����
ɨһɨ���ֻ����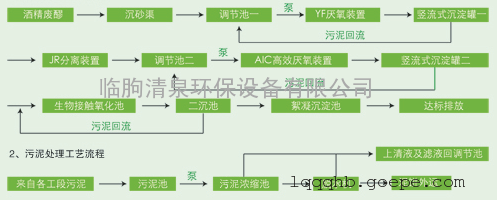
 ������Ȫ�����豸����˾
������Ȫ�����豸����˾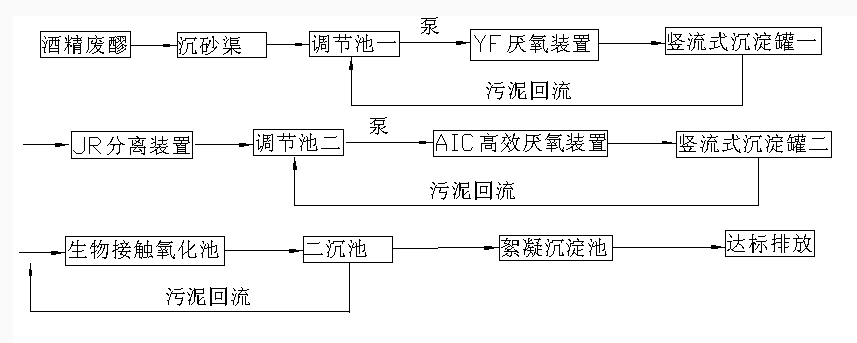


 ��780000.00
��780000.00 ��230000.00
��230000.00 ��280000.00
��280000.00 ��78000.00
��78000.00 ��99000.00
��99000.00